
一種高效焊接技術--添加合金粉末埋弧焊
- 2016-04-27 13:01:00
- sawchina 原創
- 10082
采用普通埋弧焊和添加合金粉末埋弧焊技術,焊接了20G和16MnR鋼,結果表明,添加合金粉末埋弧自動焊技術能夠采用大線能量(因為添加的合金粉末改善了焊縫組織,焊縫深寬比顯著提高,而焊縫及HAZ組織晶粒沒有粗化),焊接工藝性能良好,焊接熔敷速率是傳統埋弧焊的2倍,接頭角變形明顯減小,焊接接頭的力學性能滿足要求。
關鍵詞埋弧焊合金粉末低碳鋼低合金高強鋼
在滿足焊接接頭力學性能要求的前提下,提高熔敷速率可以提高生產率。用常規的埋弧焊(SAW)焊接中厚板結構,如果提高熔敷速率,就要加大焊接線能量,其結果是焊接熔池變大,母材熔化量增加,焊縫化學成分變差,焊縫組織粗化,焊接熱影響區擴大并且性能變壞。添加合金粉末的埋弧焊(submerged arc welding with alloyed metal powders,SAW-AMP)是一種能夠提高熔敷速率,又不使焊接接頭性能變差的高效焊接技術。基本做法是在坡口中預先鋪放一層金屬粉末(或金屬細粒、切斷的短焊絲等),然后進行埋弧焊。國外從60年代末期至今一直在研究、開發和應用這種技術,已研究了系列合金粉末、焊劑和合金粉末添加裝置,廣泛用于造船、壓力容器、重型機器、橋梁、建筑和海洋石油平臺等領域。
筆者用該技術焊接了Q235鋼和16MnR鋼,并應用于實際焊接生產。
1材料及焊接工藝
1.1材料
母材板厚為18 mm,試板尺寸為300 mm×500 mm,焊絲直徑為4.0 mm,焊劑粒度為8~60目,合金粉末粒度為80~200目。化學成分見表1。

1.2焊接工藝
對接,焊接規范見表2。焊機為MZ-1000,DCRP。V型坡口,SAW角度為60°~65°,鈍邊為4 mm;SAW-AMP角度為40°~45°,鈍邊為2 mm。

2試驗結果及討論
2.1焊縫化學成分
采用SAW和SAW-AMP技術焊接的20G、16MnR鋼焊縫化學成分見表3。結果表明,用SJ301焊接的焊縫,C、Si和Mn元素增加,P含量與HJ431焊縫相當,S含量卻沒有減少。由于SJ301和HJ431本身的S、P含量對其焊縫中的S和P含量有相當顯著的影響,而不同廠家生產的焊劑S、P含量有很大差別,故可以理解本文的成分分析結果。SAW-AMP焊縫的S含量與SAW焊縫相當,P含量顯著減少,但均低于0.030%,焊縫的成分完全符合GB6654-86的要求。添加合金粉末有利于焊縫脫S和脫P。

2.2焊縫和HAZ的顯微組織
SAW的線能量一般為1.6 kJ/mm,焊接18 mm厚的鋼板需要5~6道焊滿,未經再熱的焊縫組織細小,針狀鐵素體較多,先共析鐵素體少且窄,柱狀晶方向性不明顯,HAZ粗晶區晶粒尺寸較小。如果采用大線能量,線能量達到3.6 kJ/mm,18 mm厚的鋼板2道即可焊滿,但是焊縫組織粗大,幾乎無針狀鐵素體,先共析鐵素體寬,HAZ粗晶區晶粒尺寸較大,有較多的魏氏組織。
用大線能量、SAW-AMP技術,18 mm厚的鋼板一道就可焊滿,但是,合金粉末的成分對焊縫抗裂性和組織有顯著影響。合金粉末中Mn、Ti等合金元素含量非常少,其成本較低,但焊接過程中電弧燃燒不穩定,焊道忽寬忽窄,焊縫組織中幾乎沒有針狀鐵素體,先共析鐵素體連成一片,焊縫與HAZ在熔合區明顯分開。采用含有較少Mn、Ti元素的合金粉末焊接,焊縫中針狀鐵素體細小且多,先共析鐵素體較少,焊縫的柱狀晶不明顯,但是,焊縫成分有偏析,出現裂紋。調整合金粉末的成分,使之含有適當的Mn、Ti等合金元素,獲得AP3和AP5粉末,配用H08A焊絲,分別焊接16MnR和20G,焊縫針狀鐵素體多且細小,先共析鐵素體變窄且斷續分布,先共析鐵素體晶粒細小且量少。結果表明,在埋弧焊縫中添加適當成分的合金粉末,改善了焊縫的微觀組織;HAZ粗晶區的珠光體增加,魏氏組織減少,HAZ微觀組織并未由于線能量增大而惡化,說明SAW-AMP對線能量適應性強。
2.3焊接接頭力學性能
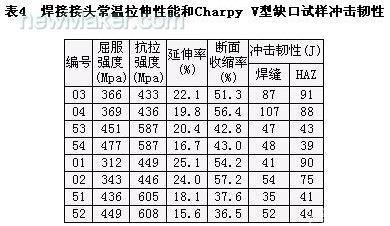
按JB4708-92進行拉伸和標準Charpy V型缺口試樣沖擊試驗。表4的試驗結果表明,采用SAW-AMP技術焊接的接頭力學性能完全滿足要求,其中用SJ301焊劑的接頭力學性能更好。
2.4焊縫和HAZ的晶粒大小及幾何尺寸
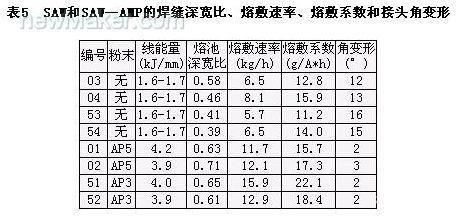
在埋弧焊坡口中添加合金粉末焊接,母材的熔合比降低,焊接電弧的大部分熱量用來熔化焊絲和粉末。用定量金相的方法測量了焊縫組織中先共析鐵素體和HAZ粗晶區原始奧氏體的晶粒大小。結果表明,添加合金粉末后,盡管采用了大線能量焊接,焊縫中先共析鐵素體的平均尺寸由50 μm~100 μm減小為20 μm~30 μm,而且添加合金粉末后針狀鐵素體含量明顯增加,先共析鐵素體減少,柱狀晶的方向性減小,添加的合金粉末有利于改善焊縫組織。添加合金粉末并采用大線能量,盡管整個HAZ及其粗晶區的寬度有所增加,但對接頭性能有重要影響的HAZ粗晶區原始奧氏體的晶粒平均尺寸基本保持為60 μm~80 μm,受線能量的影響并不顯著,見圖1。添加合金粉末焊縫的熔深增加,深寬比顯著升高,見表5。
2.5焊接接頭的角變形
在焊接前沒有進行反變形,焊接過程中也沒有拘束,但從表5看出,用SAW—AMP技術焊接的試板角變形遠小于用SAW技術焊接的同樣板厚的試件。
2.6熔敷速率和熔敷系數
焊接熔敷速率與熔敷系數是標志焊接熔敷效率的參數。SAW-AMP的焊接熔敷速率和熔敷系數是SAW的近2倍,焊接熔敷效率明顯提高。
2.7SAW—AMP技術能夠采用大線能量的原因
添加合金粉末改善了大線能量焊接時的焊縫組織。如表1所示,SAW-AMP所用的合金粉末中含有較高的Mn、Ti等元素,一方面在焊接熔池中脫去粉末自身帶來的氧,另一方面參與焊縫的合金化,增加了焊縫合金元素含量,焊縫中針狀鐵素體增多,先共析鐵素體減少,柱狀晶的方向性減小。這與我們對大線能量手工電弧焊接接頭的研究結果是一致的[4]。
(end)













- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






