業(yè)有限公司")
埋弧螺柱焊--鳥巢預(yù)埋件的焊接新工藝
- 2017-02-06 09:37:00
- sawchina 原創(chuàng)
- 12247
一、埋弧螺柱焊的特點(diǎn)
埋弧螺柱焊是電弧螺柱焊中的一員,就是將焊劑埋弧與螺柱焊的自動(dòng)焊接程序有機(jī)地結(jié)合在一起。該焊接方法秉承螺柱焊的自動(dòng)焊接程序:按動(dòng)開關(guān)→引弧→提升→引燃主弧→焊接時(shí)間到→鋼筋插入熔池→斷弧→結(jié)束,并利用焊劑把明弧變?yōu)槁窕。怪哂?a href="http://m.shugengzuiniu.cn/" class="tag-link">埋弧焊的優(yōu)點(diǎn)。
(1)對(duì)熔池和焊縫進(jìn)行有效的保護(hù),防止氧化、氮化和合金元素的蒸發(fā)和燒損,大大提高了焊縫的質(zhì)量。
(2)金屬熔液與焊渣之間發(fā)生一系列的物化反應(yīng),不僅能去除焊縫中的有害雜質(zhì),如脫氧、脫硫、脫磷和去氫等,而且還可以使焊縫金屬合金化,改善焊縫性能。
(3)焊接電流大(直流1000~3500A),電弧的穿透能力強(qiáng),焊接時(shí)間短(幾秒鐘),因此熔深大,熱影響區(qū)小,焊接接頭的力學(xué)性能提高。
(4)焊接結(jié)束時(shí),將鋼筋插入熔池,以獲得高強(qiáng)度的焊接接頭。
總之,采用埋弧螺柱焊焊接的接頭,其外觀顯著的特點(diǎn)是高高隆起的光亮的焊縫,高度一般超過6mm。埋弧螺柱焊是鋼筋“T形焊”的一種焊接新工藝,具有埋弧、操作舒適和效率高的特點(diǎn),其焊縫的力學(xué)性能高于母材,完全能替代焊條電弧焊和穿孔塞焊。與焊接電流僅400~650A(交流)的埋弧壓力焊相比,焊接電流大、焊接時(shí)間短、焊接過程全自動(dòng)、焊接質(zhì)量穩(wěn)定及焊接強(qiáng)度高是其突出優(yōu)點(diǎn)。
二、焊接新工藝的命名
將鋼筋“T形焊”的焊接新工藝命名為“埋弧螺柱焊”,是基于以下原因:
(1)“GB/T 10249電焊機(jī)的型號(hào)編制方法”對(duì)螺柱焊的產(chǎn)品型號(hào)做了明確的規(guī)定。其中,產(chǎn)品型號(hào)中第三位“附注特征”是這樣敘述的:M-埋弧,N-明弧,R-電容。也就是說,電弧螺柱焊機(jī)、埋弧螺柱焊機(jī)和電容放電螺柱焊機(jī)是螺柱焊機(jī)中的3個(gè)系列產(chǎn)品,因此將埋弧螺柱焊歸入螺柱焊大類是符合國家標(biāo)準(zhǔn)規(guī)定的。
(2)“ISO 14555焊接—金屬材料的電弧螺柱焊”國際標(biāo)準(zhǔn),對(duì)焊接過程中螺柱插入熔池的程序是這樣描述的:“用一個(gè)有限的力(<100N)將螺柱插入(plunged)熔池”,而且插入的速度還有嚴(yán)格的限制。事實(shí)上,將螺柱插入熔池的力除了螺柱和焊槍中運(yùn)動(dòng)部件的自重外,就是壓縮彈簧恢復(fù)到原狀態(tài)的推力(<10N)。在埋弧螺柱焊中,此程序?qū)︿摻钍┘拥牧ν瑯尤绱耍皇卿摻畹淖灾卮笮_@說明,使鋼筋進(jìn)入熔池的推力仍然很小。實(shí)際上對(duì)鋼筋施加的力還不能太大,否則將產(chǎn)生焊接缺陷。
(3)從焊接機(jī)理分析,埋弧焊和螺柱焊均屬于熔化極類電弧焊,其焊縫成形不用施加壓力,即使用力也很小,如本焊接工藝,與建筑工程中常用的電阻點(diǎn)焊、閃光對(duì)焊等焊接過程中施加的力有幾個(gè)數(shù)量級(jí)的差別,焊接機(jī)理也完全不同。對(duì)于“埋弧壓力焊”的叫法,在焊接工藝上未反映出“壓力”的含義,名不符實(shí)。
三、主要特點(diǎn)
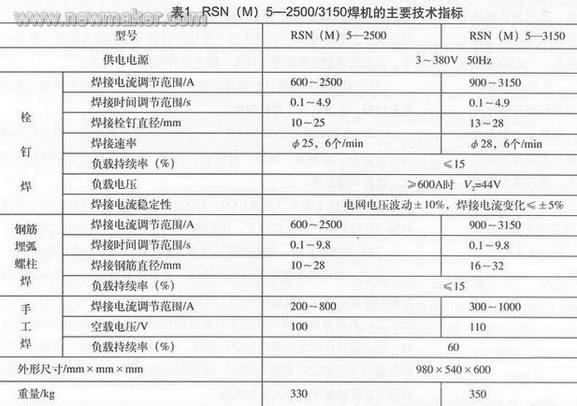
埋弧螺柱焊機(jī)RSN(M)5—2500/3150是RSM3—2500/3150焊機(jī)的更新?lián)Q代產(chǎn)品,是集埋弧螺柱焊、栓釘焊和焊條電弧焊于一體的多功能焊機(jī)。只要更換不同的施焊器具(手持式焊槍、焊槍和電焊鉗),再將主機(jī)面板上的轉(zhuǎn)換開關(guān)撥至相應(yīng)的位置,就是一臺(tái)性能優(yōu)良的埋弧螺柱焊機(jī)、栓釘焊機(jī)或焊條電弧焊機(jī)。焊機(jī)由主機(jī)(包括焊接電源和控制器)、焊接電纜、接地鉗和施焊器具等部分組成,其主要的技術(shù)指標(biāo)見表1。
1.采用全控橋整流,以減小焊機(jī)體積和重量
我所原來生產(chǎn)的栓釘焊機(jī),其體積重量均大于國外同類產(chǎn)品,究其原因主要是焊接電源的主電路采用“帶平衡電抗器的雙反星形”電路結(jié)構(gòu)。在20世紀(jì)60~70年代,晶閘管屬于新產(chǎn)品,額定電流較小,在研發(fā)“弧焊整流器”時(shí)就采用了這種電路,一直沿用至今。根據(jù)目前晶閘管的技術(shù)水平,完全有條件將這種主電路改為全控橋整流,不但省去了平衡電抗器,減輕重量約40~60kg,而且變壓器的利用系數(shù)也由80%提高到95%,同時(shí)還采用高性能硅鋼片;變壓器的安裝方式也由立式改為臥式,使焊機(jī)的體積和重量大幅度降低,重量由500多kg分別降到330kg和350kg,而體積也縮小到了980mm×540mm×600mm,優(yōu)于德目Koco同類栓釘焊機(jī)。該種體積小、重量輕的新型焊機(jī),特別適合于頻繁移動(dòng)的鋼結(jié)構(gòu)建筑的使用現(xiàn)場。
2.采用單片機(jī)提高控制水平
采用單片機(jī)控制已成為評(píng)定栓釘(埋弧螺柱焊)焊機(jī)技術(shù)水平的重要指標(biāo)。RSN(M)5—2500/3150焊機(jī),采用高性能的8位單片機(jī)(PIC16F877A)控制焊接電源和焊接程序,并選用大屏幕液晶顯示器,簡化了線路,提高了運(yùn)行的可靠性和焊接質(zhì)量的穩(wěn)定性。
由于焊機(jī)采用了單片機(jī)控制技術(shù),就可以用硬件與軟件相結(jié)合的雙負(fù)反饋方式進(jìn)行焊接電流的調(diào)節(jié),使之能更有效地穩(wěn)定和補(bǔ)償因電網(wǎng)電壓的波動(dòng)對(duì)焊按電流的影響。對(duì)焊機(jī)啟動(dòng)時(shí)造成電網(wǎng)電壓火幅度降低時(shí)的補(bǔ)償尤其重要,從而保證焊接質(zhì)量的穩(wěn)定性。
單片機(jī)控制和液晶顯示、儲(chǔ)存焊接參數(shù)以及焊接栓釘(鋼筋)計(jì)數(shù)、防止同一栓釘(鋼筋)的重復(fù)焊接以及焊機(jī)故障自檢等功能,方便了焊工操作,有利于焊接質(zhì)量的控制,并使栓釘(鋼筋)的焊接質(zhì)量具有可追溯性,符合ISO9000系列標(biāo)準(zhǔn)的要求。
這些新功能的增加,其優(yōu)點(diǎn)不言而喻,使焊機(jī)的技術(shù)水平由低檔產(chǎn)品一躍成為高端產(chǎn)品,可與進(jìn)口產(chǎn)品媲美。更值得一提的是:防止同一栓釘(鋼筋)重復(fù)焊接的功能,可確保焊工的人身安全。因?yàn)樗┽?鋼筋)焊接后,在拔起焊槍的過程中,若偶然觸及焊接開關(guān),就相當(dāng)于第二次焊接,焊機(jī)的次級(jí)處于短路狀態(tài),短路電流(可達(dá):3000~4000A)產(chǎn)生的強(qiáng)烈電弧將燒毀夾頭和焊槍,嚴(yán)重時(shí)可燒傷焊工,甚至引發(fā)連帶的其他工傷,危及生命。焊機(jī)有了這一功能,就可以避免這些事故的發(fā)生。焊機(jī)的另一功能是焊接栓釘(鋼筋)的自動(dòng)計(jì)數(shù)和顯示,而且只記錄在工件上進(jìn)行的栓釘(鋼筋)焊接。對(duì)于栓釘(鋼筋)正式焊接前,檢驗(yàn)控制程序的焊接過程則排除在外。因此,不僅記錄準(zhǔn)確,而且極大地提高效率,節(jié)約人力,這對(duì)加強(qiáng)管理、推行工時(shí)定額制度具有重要意義。
3.具有降溫裝置和油阻尼裝置的焊槍
焊槍雖然只是夾持栓釘(鋼筋),并把栓釘(鋼筋)送入熔池的手持工具,但其技術(shù)性能的好壞在很大程度上決定著栓釘(鋼筋)的焊接質(zhì)量和焊工操作的舒適性。因此,我們通過不懈的努力,研制出了性能優(yōu)良的8型焊槍(見圖2)。該焊槍具有兩大特點(diǎn):

(2)油阻尼裝置 栓釘插入熔池是采用擠壓的方式,所以不可避免地會(huì)發(fā)生飛濺。栓釘直徑越粗,其熔池越大,飛濺也就越歷害,極易發(fā)生燙傷和火災(zāi)。因此焊槍必須有阻尼裝置,以降低栓釘?shù)牟迦胨俣取.?dāng)栓釘直徑大干14mm時(shí),其插入速度應(yīng)限制在100mm/s。我所研制的具有油阻尼裝置的焊槍,有效地降低了焊接時(shí)的飛濺,效果很好。
由于8型焊槍具有以上特點(diǎn),其焊接質(zhì)量和操作舒適度已達(dá)到進(jìn)口焊槍的水平。
四、采用埋弧螺柱焊焊接新工藝進(jìn)行鋼筋“T形焊”
1. 預(yù)埋件的結(jié)構(gòu)形式和技術(shù)要求
(1)預(yù)埋件的結(jié)構(gòu)形式 國家體育場(鳥巢)某部工程需要焊接1.5萬件“柱腳極和支撐搭架”預(yù)埋件,其結(jié)構(gòu)形式分兩類,如圖3a和圖3b所示。其中,錨筋和錨板的尺寸和材質(zhì)如下。
圖3 鋼筋T形焊的預(yù)埋件結(jié)構(gòu)形式
錨筋:φ20mm,HRB400。
內(nèi)錨板:20mm×80mm×80mm,Q345B。
外錨板:30mm×500mm×500mm,30mm×540mm×860mm,Q345B
對(duì)于圖3b所示結(jié)構(gòu),將錨筋按規(guī)定的間隔直接焊接在30mm×500mm×500mm的外錨板上。②預(yù)埋件的所有“T形焊”均應(yīng)在熔劑層下進(jìn)行。③焊縫的力學(xué)性能應(yīng)不小于母材。④焊后錨筋的傾斜度應(yīng)小于1°。⑤焊前應(yīng)進(jìn)行質(zhì)量評(píng)定,并有權(quán)威機(jī)構(gòu)出具的檢驗(yàn)報(bào)告。焊后應(yīng)對(duì)焊點(diǎn)逐個(gè)進(jìn)行驗(yàn)收。
2. 鋼筋“T形焊”應(yīng)解決的幾個(gè)問題
(1)特制一把提升力大的焊槍 對(duì)于圖3a所示結(jié)構(gòu)的預(yù)埋件,在焊好內(nèi)錨板后,其鋼筋組件的重量約為2.6kg,再加上焊槍中運(yùn)動(dòng)部件的重量將超過3kg,這對(duì)于一般用途的焊槍而言,很難持續(xù)的正常工作。為此,特制一把提升力為5kg,并適用于夾持、焊接這種工件的焊槍,為完成焊接任務(wù)創(chuàng)造條件。
(2) 尋求一組最佳的焊接參數(shù) 采用埋弧螺柱焊焊接的接頭,其力學(xué)性能只有超過母材,才能顯示焊接新工藝的優(yōu)越性,才有推廣價(jià)值。為此,必須保證焊縫360°連續(xù),并無氣孔、夾渣和裂縫。對(duì)預(yù)埋件焊接工藝的研究、試驗(yàn)都是圍繞這一核心問題進(jìn)行的。當(dāng)然,性能優(yōu)越的焊接設(shè)備及其合適的靜外特性是實(shí)現(xiàn)此目標(biāo)的前提條件。焊接試驗(yàn)時(shí),可調(diào)節(jié)的焊接參數(shù)主要有:焊接電流、焊接時(shí)間、伸出長度、提升高度以及鋼筋插入熔池的推力和速度等。只有掌握這些參數(shù)的內(nèi)在聯(lián)系,并找出最佳組合,才能得到優(yōu)良的焊接接頭。
(3)預(yù)防和糾正兩類焊接缺陷 在試焊中,首先遇到的問題是焊縫金屬與鋼筋表面沒有完全熔合,部分地方有縫隙,甚至溝槽,而且這些部位還很容易出現(xiàn)夾渣。通過分析,認(rèn)為是由以下診-因引起的:①焊接電流小或焊接時(shí)間短,輸入的能量不足,熔池較小,焊縫附近的鋼筋表面溫度低,不能與金屬熔液有效地熔合在一起,因而出現(xiàn)縫隙。②焊接結(jié)束時(shí),鋼筋插入熔池的推力過大,造成鋼筋插入熔池過深,以至于擠出的金屬熔液與溫度較低的鋼筋表面不能熔合,極易產(chǎn)生溝槽。
解決的辦法:增加焊接電流、焊接時(shí)間,或減小鋼筋插入熔池的推力,必要時(shí)使用阻尼裝置,限制鋼筋的插入深度。
試焊中綷-常出現(xiàn)的另一個(gè)問題是偏弧,造成焊縫四周分布不均勻,焊縫與鋼筋之間出現(xiàn)縫隙或者溝槽,嚴(yán)重時(shí)還造成焊縫的不連續(xù),出現(xiàn)咬肉。解決的辦法是變更接地點(diǎn)的位置,使用雙接地,或在焊接工件周圍將焊接電纜繞1圈,以均衡焊接位置附近的磁場。
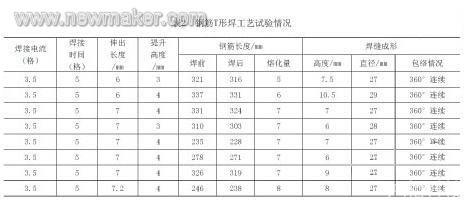
3. 鋼筋“T形焊”的模擬工藝試驗(yàn)
2005年4月,成都斯達(dá)特焊接工程部承接了圖2所示預(yù)埋件的焊接任務(wù)后,按照工件的結(jié)構(gòu)和材質(zhì),使用新研制的埋弧螺柱焊機(jī)進(jìn)行了模擬工藝試驗(yàn),在總結(jié)綷-驗(yàn)的基礎(chǔ)上確定了焊接參數(shù),試驗(yàn)結(jié)果如表2所示。試驗(yàn)條件如下:
使用焊機(jī):RSM3—2500
錨筋:φ20mm,HRB400
鋼板:12mm, Q345B
焊劑:HJ431
從表2的試驗(yàn)數(shù)據(jù)可以歸納幾點(diǎn)看法:
(1)就φ20mm鋼筋而言,按上述工藝參數(shù)進(jìn)行焊接,其試件的焊縫360°范圍內(nèi)均連續(xù),焊縫高度平均7.5mm,焊縫寬度平均3.7mm,這是其他焊接方法難以達(dá)到的。當(dāng)然,要想獲得更高、更寬的焊縫,還需增加鋼筋的熔化長度。
(2)在焊接電流和焊接時(shí)間確定的情況下,伸出長度和提升高度的調(diào)節(jié)或測量隅有誤差,對(duì)焊縫的成形并無太大影響。這說明了埋弧螺柱焊焊接的穩(wěn)定性,并具有很大的實(shí)際意義。因?yàn)殇摻畹难b卡是手工操作的,發(fā)生一些偏差在所難免。
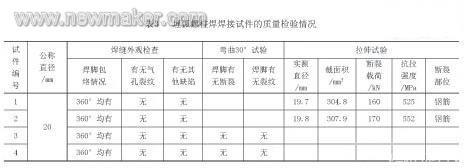
4. 埋弧螺柱焊的質(zhì)量檢驗(yàn)

(a)φ20mm鋼筋焊接試件 (b)φ20mm鋼筋焊接試件繺-斷部位
圖4 鋼筋“T形焊”試件照片
(1)采用埋弧螺柱焊的方法對(duì)鋼筋進(jìn)行的“T形焊”,其焊縫外觀和力學(xué)性能均達(dá)到了有關(guān)標(biāo)準(zhǔn)的規(guī)定,完全能夠滿足預(yù)埋件對(duì)鋼筋焊接的要求。
(2)新研制的RSM3—2500埋弧螺柱焊機(jī)的性能穩(wěn)定,可以應(yīng)用到鋼筋預(yù)埋件的焊接。
5. 焊縫的宏觀金相和金相組織的檢查
埋弧螺柱焊是一種新型的焊接方法,其焊接質(zhì)量如何?能否滿足鋼結(jié)構(gòu)建筑對(duì)預(yù)埋件的要求?對(duì)于不少人來說,很難肯定的答復(fù),因而限制了其推廣應(yīng)用。盡管上述焊接質(zhì)量檢驗(yàn)結(jié)果給出了滿意的答案,但為了慎重起見,又做了宏觀金相和金相組織的檢查。
(1)宏觀金相檢查 焊縫內(nèi)未發(fā)現(xiàn)氣孔、夾渣及裂紋等缺陷。
(2)金相組織的觀察 對(duì)焊縫區(qū)、鋼筋側(cè)熱影響區(qū)和鋼板側(cè)熱影響區(qū)的金相組織進(jìn)行了觀察。金相組織比較好,能夠滿足預(yù)埋件對(duì)焊接的要求。
6. 用埋弧螺柱焊進(jìn)行鋼筋“T形焊”
由于對(duì)埋弧螺柱焊的焊接工藝有了比較深入的了解,并對(duì)焊接中可能出現(xiàn)的問題有了較好的解決辦法,焊接試件又綷-西南交大對(duì)焊縫外觀、力學(xué)性能以及宏觀金相和金相組織檢查合格后,我們對(duì)完成國家體育場(鳥巢)預(yù)埋件的焊接任務(wù)充滿了信心,于是奔赴施工現(xiàn)場,開始對(duì)預(yù)埋件進(jìn)行實(shí)際焊接。首先對(duì)φ20mm鋼筋“T形焊”的焊接工藝進(jìn)行評(píng)定,使用RSM3—2500焊機(jī),對(duì)表2列出的焊接參數(shù)稍作修改,按圖2所示預(yù)埋件的要求進(jìn)行試焊,并將焊接試件送“冶金工業(yè)質(zhì)量監(jiān)督總站檢測中心”進(jìn)行宏觀金相和金相組織觀察。綷-專家分析、評(píng)定后認(rèn)為:用埋弧螺柱焊方法進(jìn)行的鋼筋“T形焊”,其焊縫和熱影響區(qū)的金相組織比較好,能夠滿足預(yù)埋件對(duì)焊接的要求。該結(jié)論與西南交大所作的結(jié)論基本相同。綷-委托方和現(xiàn)場監(jiān)理人員同意后,按已修改的工藝進(jìn)行正式焊接。現(xiàn)場監(jiān)理對(duì)每個(gè)焊點(diǎn)逐個(gè)進(jìn)行檢查和測量,其檢驗(yàn)標(biāo)準(zhǔn)為:
(1)焊縫360°應(yīng)連續(xù),焊縫高度應(yīng)>4mm,焊縫寬度應(yīng)>2mm。
(2)焊縫無氣孔和夾渣缺陷。
(3)焊縫咬肉深度<1mm。
(4)鋼筋傾斜度<1°。
只有檢驗(yàn)合格的焊接接頭才能驗(yàn)收。由于焊接操作人員嚴(yán)格執(zhí)行了鋼筋“T形焊”的焊接工藝,遵守焊接操作規(guī)程,使焊接工作進(jìn)行的非常順利,按期將1.5萬件合格的預(yù)埋件交付委托方,為國家體育場(鳥巢)的建設(shè)盡了微薄之力。
另外,埋弧螺柱焊不僅能進(jìn)行鋼筋“T形焊”,而且還能進(jìn)行“板條T形焊”。圖5是某高速鐵路防碰撞防護(hù)欄采用埋弧螺柱焊進(jìn)行的板條(80mm×50mm×10mm)T形焊的模擬焊接試件。試件的焊縫外觀和力學(xué)性能均可達(dá)到設(shè)計(jì)要求。

(a)板條(80mm×50mm×10mm)“T形焊” (b)φ32mm鋼筋“T形焊”
圖5 用埋弧螺柱焊完成的“T形焊”
埋弧螺柱焊是一種新型的焊接方法,適于大直徑(≥φ25mm)栓釘(焊釘、螺柱)的焊接,特別適于各種直徑的鋼筋“T形焊”和板條“T形焊”。使用RSM3—3150焊機(jī)焊接的鋼筋直徑已達(dá)到32mm,更大直徑的鋼筋焊接尚未試驗(yàn);RSM3—2500焊機(jī)已成功應(yīng)用于對(duì)焊接質(zhì)量要求極其嚴(yán)格的國家體育場(鳥巢)φ20mm鋼筋預(yù)埋件的焊接。焊縫綷-過外觀檢查、力學(xué)性能檢驗(yàn)及宏觀金相檢查,均達(dá)到了有關(guān)標(biāo)準(zhǔn)的規(guī)定,并能滿足預(yù)埋件對(duì)焊縫金相組織的要求。埋弧螺柱焊的焊縫質(zhì)量之所以高,除了全截面焊接的特點(diǎn)外,還由于采用了埋弧的辦法,用焊劑對(duì)熔池和焊縫進(jìn)行保護(hù),再加上焊接過程按已設(shè)定的程序自動(dòng)進(jìn)行焊接,因而電弧穩(wěn)定,焊接質(zhì)量的重現(xiàn)性好,生產(chǎn)效率高。
相信,埋弧螺柱焊機(jī)RSM3—2500/3150和升級(jí)換代產(chǎn)品RSN(M)5—2500/3150的研制成功以及在預(yù)埋件焊接中的實(shí)際應(yīng)用,為鋼結(jié)構(gòu)建筑行業(yè)的鋼筋T形焊和板條T形焊,以及大直徑的栓釘焊接開辟了新的道路。(end)







相關(guān)文章
- [焊接技術(shù)] 螺柱焊接基礎(chǔ)知識(shí) 2022-07-11
- [焊接技術(shù)] 螺柱焊機(jī)發(fā)展史及其焊接工藝 2022-07-11
- [焊接技術(shù)] 小技巧:焊接時(shí)如何分清焊渣和鐵水? 2021-01-22
- [焊接技術(shù)] 干了多年的焊工都未必真能說清楚CO2、MIG/MAG和脈沖MIG/MAG的區(qū)別! 2020-12-23
- [焊接技術(shù)] 溫度影響焊接質(zhì)量,冬天到了應(yīng)該如何改進(jìn)? 2020-12-03
- [焊接技術(shù)] 螺柱焊中鋁制螺釘?shù)暮附庸に?/a> 2020-11-13


面")

發(fā)表評(píng)論
1-ok_副本")
社區(qū)新帖
- GBT 19867.4-2008 激光焊接工藝規(guī)程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗(yàn)方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉(zhuǎn)角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產(chǎn)品釬焊性的標(biāo)準(zhǔn)試驗(yàn)方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設(shè)備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設(shè)備安全要求第7部分:焊炬(槍).pdf 2019-12-23
聯(lián)系我們
| 聯(lián)系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮(zhèn)東深路鳳崗段206號(hào)天安深創(chuàng)谷W2棟誠信大廈21樓 |
底部分享通欄
關(guān)于我們
產(chǎn)品分類
焊接學(xué)院
客戶服務(wù)
-
在線客服

-
關(guān)注微信

-
-
業(yè)務(wù)咨詢

-
人才招聘
-
售后咨詢
-
業(yè)務(wù)咨詢
-
 掃一掃關(guān)注微信
掃一掃關(guān)注微信


